机械设计及制图规范(适合solidworks所有机械行业(3)
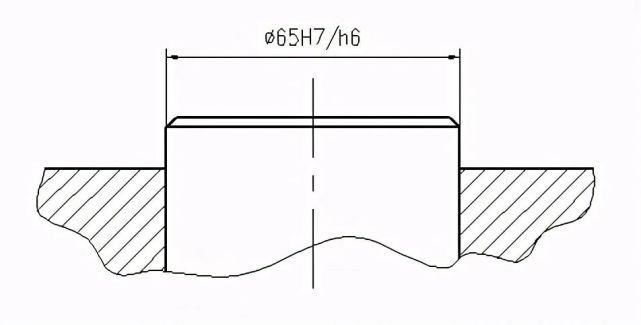
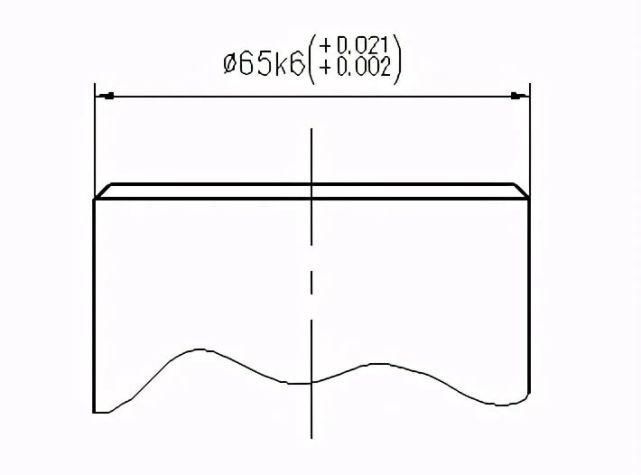 在装配图中标注线性尺寸的配合代号时,必须在基本尺寸的右边用分数的形式注出,分子为孔的公差代号,分母为轴的公差代号,如下图所示:
在装配图中标注线性尺寸的配合代号时,必须在基本尺寸的右边用分数的形式注出,分子为孔的公差代号,分母为轴的公差代号,如下图所示:
 5.2. 形位公差
5.2. 形位公差
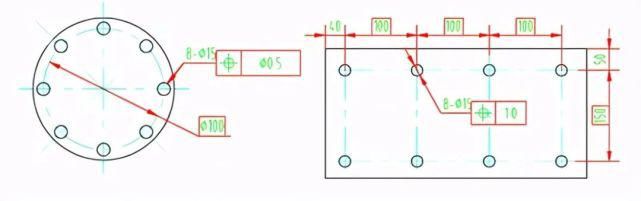
重点说明位置度的使用。应该大量使用位置度,自由公差是不能满足孔的位置度要求的。一般来说,位置度是用工装、钻模、加工机床的精度来保证的。其孔之间的定位尺寸用带框尺寸来控制。
位置度与带框尺寸:定位尺寸分为两类,一类是安装一个零部件本身的安装尺寸,另一类是除安装以外的定位尺寸。这两类尺寸是有区别的,本身的安装尺寸是不能有大偏差的,用带框尺寸表示,而带框尺寸又是和位置度不可分离的。带框尺寸和位置度的标注方法如下图:
 6. 材料选择规则
6. 材料选择规则
6.1. 材料标注规定
每个零件都需标注材料名称,装配体材料栏直接标注“装配体”字样,焊接件材料明细栏直接标注“焊接件”字样。
6.2. 常用材料选择
结构件:碳素结构钢Q235;不锈钢304、304L、310S、316L、3Cr13;铝合金LY12、7075;铸铁HT250、HT300等;
传动轴:45、40Cr、3Cr13、38CrMoAl等;
橡胶件:丁腈橡胶、氟橡胶、天然橡胶等,多用作密封件和减震件;
耐磨件:铜、聚四氟乙烯、尼龙、聚氨酯等,多用作耐磨件或绝缘、缓冲件。
7. 焊接
7.1. 焊接符号
图中焊缝符号的含义:
K:焊缝高度;
n:焊缝段数;
L:焊缝长度;
e:焊缝间隔;
N:相同焊缝数;
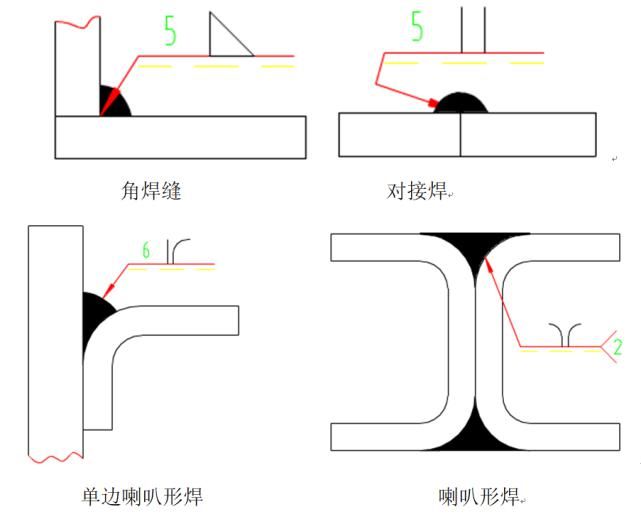
7.2. 焊缝形式
角焊缝:两个零件之间焊接处成一定角度的焊缝;
对接焊:两个零件之间平齐的焊缝,一般强度焊缝不采用对接焊;
堆焊:在零件表面堆出的焊缝,其作用一般是为了提高耐磨性能;
点焊:焊接处成一点的焊缝,用于薄板件的焊接;
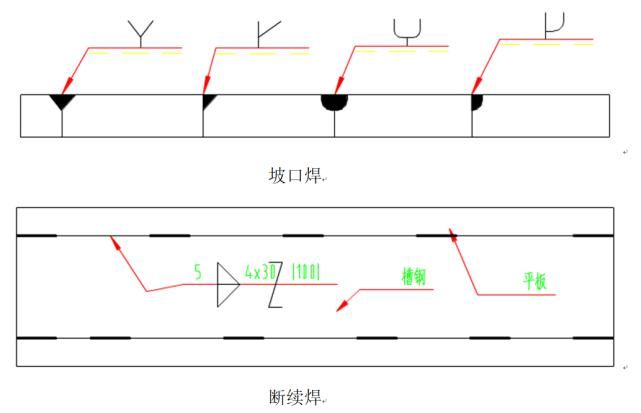
坡口焊:带坡口的焊缝。有带钝边V形焊缝、带钝边单边V形焊缝、带钝边U形焊缝、带钝边单边U形焊缝、喇叭形焊缝、单边喇叭形焊缝等多种形式。V形、U形焊缝在焊接前需开好坡口。
圆周焊:在零件周围或某面上焊一圈。
对称焊:对某一零部件对称的焊缝。
断续焊:焊一段后空一段的焊缝。
Z形焊:断续对称焊专用,即上下焊缝错开。
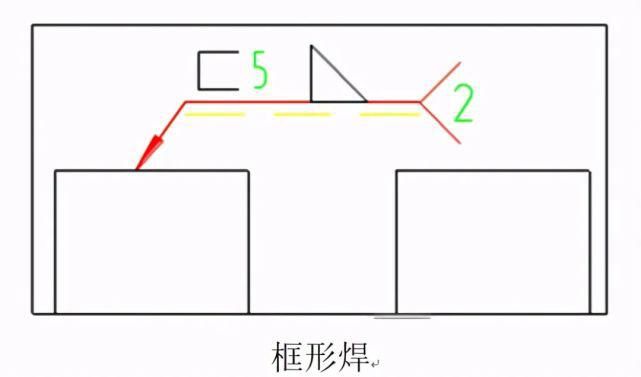
框形焊:成框形的三边焊接。
 8. 标准件选择
8. 标准件选择
8.1. 标准件选型原则
标准件的种类越少越好,尽量统一,不要随意增加标准件规格。一般在PLM系统内选用标准件。
首先在PLM系统中选择现有的标准件,当现有的标准件中确实找不到所需的才允许新建标准件编码,使用新的标准件。
8.2. 优先选用标准件
9. 部件划分
部件划分是设计的最基本内容,部件划分不好,整套图纸和装配过程都很乱。划分的基本原则是:功能划分和物理位置划分。功能独立、物理位置独立都应该单独划分部件。以磨削机为例,划分为机架立柱组件、运动组件、隔离阀组件、砂轮磨削组件、水平调整组件、真空系统组件、水路组件等,每个组件的图号命名规则参见前文图号规范。
10. 常见技术要求书写格式
技术要求的一般内容:
1)对材料、毛坯、热处理的要求(如电磁参数、化学成分、湿度、硬度、金相要求等)。
2)视图中难以表达的尺寸公差、形状和表面粗糙度等。
3)对有关结构要素的统一要求(如圆角、倒角、尺寸等)。
4)对零、部件表面质量的要求(如涂层、镀层、喷丸等)。
5)对间隙、过盈及个别结构要素的特殊要求。
6)对校准、调整及密封的要求。
7)对产品及零部件的性能和质量的要求(如噪声、抗振性、自动、制动及安全等)。
8)试验条件和方法。
9)其他说明
以上是在产品、零件、部件的图样中给出技术要求时,一般应考虑的几个方面,对于每一个图样代号的零件图或装配图,上述九个方面并非都是必备的,应根据表达对象各自的具体情况提出必要的技术要求
书写技术要求时应注意以下几点:
1) 对“技术要求”的标题及条文的书写位置:应“尽量置于标题栏上方或左方”。切忌将技术要求写在远离标题栏处。不要将对于结构要素的统一要求(如“全部倒角C1”)书写在图样右上角。
文章来源:《机械设计》 网址: http://www.jxsjzz.cn/zonghexinwen/2021/0524/553.html